

Roto Moulding Machines
What is Rotational moulding
Rotational moulding process is a very simple process for manufacturing hollow, seamless products of all sizes and shapes. Due to its simple operation and relatively low cost moulds, this process has become very popular for manufacturing hollow items like water storage tanks.
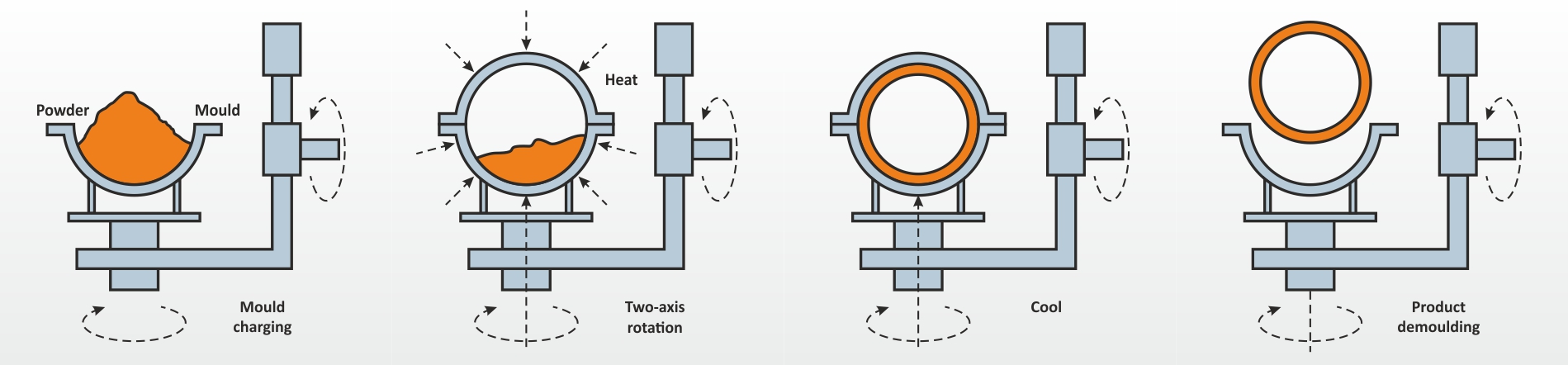
Rotational moulding is a Four- Stage process.
First Stage:
Polymer powder is loaded in the mould manually and mould is closed.
Second Stage:
The mould is then shifted to the heating oven. Here the mould is heated by forced hot air circulation. While the mould is heated it is also rotate about two perpendicular axes simultaneously. The polymer melts and forms a homogenous layer inside the mould.
Third Stage:
The mould is shifted to a cooling station where forced air cools the mould.
Fourth Stage:
The mould is open and finished part is taken out.
Unlike injection and blow moulding, rotational moulding does not involve high pressures; hence the products are stress free and have uniform wall thickness. Accurate control of process is very important for producing quality products in rotational moulding.
The Machine
Mould movement and mould heating are the two most important functions of a rotational moulding machine. From the movement point of view, these machines can be divided in two categories:
1. Single Station Single Arm Bi-Axial Type
2. Three arm or Four arm Bi-Axial Type
1] Single Station Bi-Axial machine : In biaxial type machines mould is heated in closed furnace where hot air is used to heat the mould. The mould is mounted on a arm which rotate the it in two direction hence the process is called as biaxial process. The process is control by diff parameter of moulding therefore in biaxial it is possible to produce qualitative and economical tanks.
As the moulding, Cooling and De-moulding takes place at one place hence these types of machines are called as Single Station machines. Some of the features of machines are as follows.
◆ Acquire very low space
◆ Power requirement very low
◆ Cost effective machine running cost is very less
◆ Consistent quality
◆ Uniform wall thickness
◆ Accurate Process control
◆ User-friendly machine operation
These types of machine are suitable where comparatively lower production is required. Transportation cost matter to much. Especially when new Entrepreneur starts the business he looks for lower Inventory, Low Investment and secure business. For such entrepreneur Single arm machines are most suitable.
Now a day’s transportation cost matter to much. It is not possible to market the tanks in a distance area. In such condition it is always preferable to market the tanks in nearby market. Here also Single arm machines works nicely.
Three Arm Machine: Three arm machines are selected where high production ( 25 lacs Ltr... per month ) and range of tanks are required. These machines are economical, trouble free and highly productive machines. Number of St arm and offset arm can be selected depending upon the requirement of market.
Four arm Machines: Four arm machines are having four arm. Which facilate moulder to save mould changing time. Basically Production capacities of four arm and Three arm is one and the same. All range of three arm are also available in four arm range.
Selection of machine:
Selection of a rotational moulding machine is based on the following considerations
◆ Capacity of tank which have max share in market
◆ Monthly expected production in terms of Ltr....
◆ Range of tanks required in market (Loft, Roof, House hold, Horizontal)
◆ Running cost of production
The machine must be selected from the point of view that it should produce the capacity of tank most economically which have max. share in market.
Machine must be able to produce required volume of tanks which are salable in market.
And finally running cost that matters and not capital cost.
Now a day in a world of competition running cost of production is the key to survival of a company. The running cost depends upon the selection of the machine. If you selected the machine which is unable to control the fuel, electricity consumption. Employing heavy maintenance and need skilled labor then such machines though are cheap but finely take away the entrepreneur towards the loss.
Therefore machine must be:
◆ Fuel saver
◆ Less power consumable
◆ Must not be labor oriented
◆ Maintenance free and hence interruption free
◆ Essay to operate
◆ Productive and efficient
Processing Parameter:
Important parameters of Rotational moulding process are as follows:
Heating Cycle:
The melt temperature is so adjusted to avoid thermal degradation or running off the melt from the mould wall. The duration for which the mould is kept inside the oven is called “The Residence Time”.
moulding Time:
Time required for the total fusion of the resin. It is desirable to use the optimum heating cycle to avoid over-heating or under-heating of the resin. The correct oven residence time for each part is determined by trial and error, as a matter of experience. The optimum impact strength is achieved by using correct residence time.
Rotation Speed and Ratio:
The mould is simultaneously rotated on two perpendicular axis the spindle turns on the major axis while the mould rotates on the minor axis. The speed of rotation for proper moulding varies with the MFI of the material being used. For a relatively high viscosity [low MFI] LLDPE grade, the speed of rotation is kept low.
The ratio of major to minor axis rotation decides the uniform distribution of material in the mould. The Most accepted Ratio is as follows
| Sr No: | Major | Minor |
|---|---|---|
| 1 | 6 RPM | 1 RPM |
| 2 | 4 RPM | 1 RPM |
| 3 | 3 RPM | 1 RPM |
Where RPM Stands for “Rotation Per Minute”.
6 RPM means 6 Rotation of mould in One Minute when physically measured. It is not value that is display on the Drive. The Drive shows the corresponding value.
In the same way Minor axis rotation is 1 means mould rotate at the speed of 1 RPM in a minute while major axis is rotating with certain speed say 6 RPM or 4 RPM.
Cooling time:
When the moulding in furnace is over mould is subjected to cooling station where it is cool to room temperature. Rate of cooling and type of cooling make the substantial effect on physical properties of product.
Wall Thickness:
Rotational moulding in principal, provides more uniform wall thickness, for both single and double wall constructions, primarily, the amount of material charged into the mould determines the average wall thickness. However, the wall thickness is also determined by the rotation ratio. Powder size uniformity and mesh size are the factors which play important role in wall thickness uniform distribution.
Process parameters for new design are to be determined by trial and error. Lower the rotation, more uniform the wall thickness. Resin, moulds and final applications are taken into consideration to establish the most efficient cycle including the speeds of rotation ratio, heating and cooling cycle.
Raw Material for Rotational moulding:
◆ Basically, LLDPE Rotational moulding Grade material is required for Roto moulding process in Powder form.
◆ All major supplier such as Reliance, GAIL, IOCL , OPEL supplies LLDPE in Colorless natural white LLDPE Granules.
◆ Process of Conversion of LLDPE Granules to Powder is as follows
↓ Compounding Extruder for conversion to Color Granules
LLDPE Color Granules
↓ Pulveriser for Grinding to Powder form
LLDPE Powder
↓ Rotational moulding Machine
Roto moulding tank or Articles:
Roto moulder therefore have two option either he can inhouse the preprocessing of LLDEP powder by above mention method or He can purchase readymade powder from market. Now a days there are planty of Ready to use Powder suppliers in market.
The basic raw material for the tank manufacturing is Liner Low Density Polyethylene Normally called as LLDPE.
It should have
Density 0.930 to 0.936 gms /cubic cm
MFI of the range from 4 to 5 gm / 10 min.
Various Model of Machine We Manufacture:
Aspire Series - Single arm Series of Machines
| Aspire 1000-2 | Single arm Single station Bi-Axial | Vertical 1000 Ltr... x 2 or 750 Ltr... x 2 or 500 Ltr... x 4 or 300 Ltr... x 4 |
| Aspire 2000-2 | Single arm Single station Bi-Axial | Vertical 2000 Ltr... x 2 or 1500 Ltr... x 2 or 1000 Ltr... x 4 or 750 Ltr... x 4 |
| Aspire - 5000 | Single arm Single station Bi-Axial | Vertical 5000 Ltr... x 1 or 3000 Ltr... x 1 or 2000 Ltr... x 1 or 1500 Ltr... x 1 |
Colossal Series - Three Arm Machines
| Colossal-3-1000-2 | Three Arm Bi-Axial | Vertical 1000 Ltr... x 2 or 750 Ltr... x 500 Ltr... x 4 or 300 Ltr... x 4 |
| Colossal-3-2000-2 | Three Arm Bi-Axial | Vertical 2000 Ltr... x 2 or 1500 Ltr... x2 1000 Ltr... x 4 |
| Colossal-3-5000 | Three Arm Bi-Axial | Vertical 2000 Ltr... x 2 or 1500 Ltr... x 2 1000 Ltr... x 4 5000 Ltr... x 1 |
Colossal Series - Four Arm Machines
| Colossal-4-1000-2 | Four Arm Biaxial | Vertical 1000 Ltr... x 2 or 750 Ltr... x 500 Ltr... x 4 or 300 Ltr... x 4 |
| Colossal-4-2000-2 | Four Arm Bi-Axial | Vertical 2000 Ltr... x 2 or 1500 Ltr... x 2 1000 Ltr... x 4 |
| Colossal-4-5000 | Four Arm Bi-Axial | Vertical 2000 Ltr... x 2 or 1500 Ltr... x 2 1000 Ltr... x 4 5000 Ltr... x 1 |